
矿用液压支柱调质设备,主要是为单体柱大批量生产提供的生产手段,使单体柱活柱、油缸在调质、校直中一次完成,实现其调质自动化。
单体支柱活柱、油缸调质生产线由机械、液压、电器等部分组成。在设计上参照了同类产品的优点,并有独道之处,在性能的前提下,做到符合工厂实际,加工量少,重量轻,结构简单紧凑,使用操作方便,,自动化程度高等特点。
一、矿用液压支柱调质设备技术原理
工件采用中频加热,即将电能转化为磁能,再将磁能转化为热能。达到工件加热的目的,然后水淬,低温回火,保温、水冷。后达到活柱、油缸调质处理的目的。
二、矿用液压支柱调质设备总体方案的确定
依据活柱、油缸的形状尺寸及热处理工艺的要求,针对工件加热后处于热态,人工搬运淬火很困难,而淬火时工件发生变形,在淬火时同时校直。通过调研、会审决定采用机械、液压、电器相结合,多部件组装的形式。工件从上料开始,运料、加热、淬火、校直、回火、保温、出料等各个环节全部实现自动化。
三、矿用液压支柱调质设备机械设计
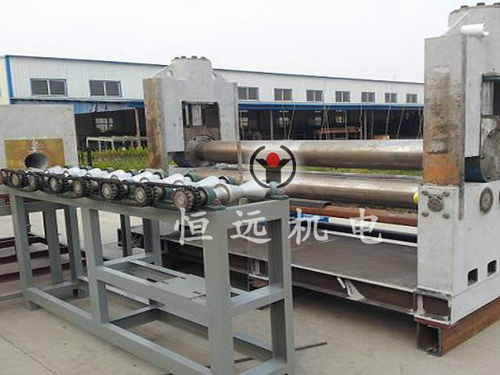
1、上料架、接料架、运料架、油缸、感应器支架均采用槽钢、角钢焊接式结构。
2、过渡板ⅠⅡⅢ均经常有热状态件经过,为防止过渡板受热变形,采用HT300铸板,为防止淬火时水沿过渡板Ⅱ流入感应器架内与电容连电,在过滤板Ⅱ上加工出横、纵交错的排水槽。
3、接料架ⅠⅡ上的工件由送料油缸为动力推动进入感应圈。为了减小工件运动中的摩擦力在接料架Ⅰ、Ⅱ上设置两端带轴承可旋转的运料滚,但从感应器推出的工件单凭油缸送不到位,设置由动力带动旋转的运料滚,为了能顺利通过运料滚将工件带出感应器,在运料滚上滚花以增大其摩擦力。运料滚选用ZG40Cr加工滚花后进行淬火处理HRC45~50。由减速器到各运料滚间采用链式传动,链选用0、8B套筒滚子连。
四、众多工业的应用
远拓感应加热系统应用于广泛的工业,的产品技术、的售前售后服务和众多的应用经验,使我们不同的客户通过与我们的合作,满足了其的生产作业的需要,进而让我们在世界不同的运用过程中获得了的声誉。
